
- 网站首页
- 关于横野

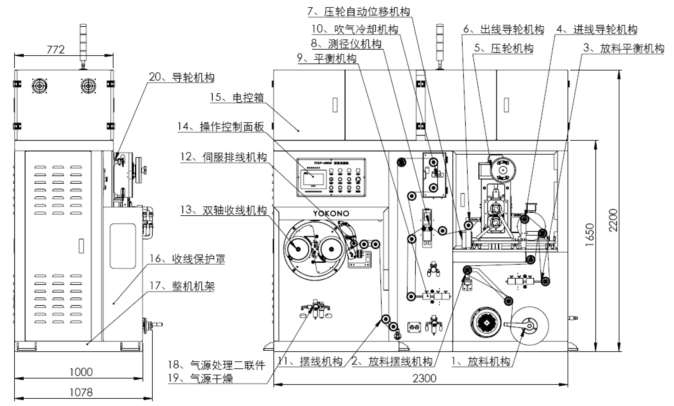
YF5P-400M/FPC扁线压延机
详情说明结构图如下图所示
结构特点说明
1.1、压轮轧辊机构:采用精密合金轧辊上下同步对压方式实现圆母线压扁,轧辊上下调节压扁宽度采用手动和自动相结合的方式实现精密调节压扁宽度;压扁宽度采用精密激光测径仪在线实时监测反馈给控制中心,实现在线实时纠正压扁宽度精度,确保压扁宽度尺寸精度稳定可控。
1.2、压轮轧辊动力控制方式:轧辊动力电机采用2.2KW三相异步电机和汇川变频器电气配件,控制方式采用模拟量调速控制方式实现主机速度在70~400M/min范围内任意调节功能;在操作面板上可以清晰显示机器运行的当前速度,操作面板上有主机速度调节旋钮、方便用户调节机器的运行速度。
1.3、放料动力控制方式:放料动力电机采用2.2KW三相精密齿轮减速电机和汇川变频器电气配件,控制方式采用模拟量调速控制方式实现同主机运行速度相匹配的运行速度,实现放料速度与主机运行速度同步。
1.4、平衡机构结构说明:平衡机构采用重力旋转摆臂式结构实现张力精细稳定调节,实践证明重力旋转摆臂式张力控制方式同传统的气动张力控制方式相比,对压延减径的损失率控制方面具有明显的减少损失率的作用、同时还具有稳定控制减径损失率的变化、确保压延出的扁线宽度及截面尺寸均匀稳定。
1.5、双轴收线机构采用PID速度控制系统加排线伺服高速跟随系统相结合的方式实现扁线排线整齐平稳。
机器性能参数如下
NO
项 目
规 格 参 数
单 位
备 注
1
设备型号
YF5P-400M-00
/
高精度机型
2
机器外形尺寸
L2300xW1100xH2200
mm
3
机器重量
2500
Kg
4
额定总功率
6
Kw
电源:3Φ-380V
5
正常运行能耗
4.8
Kw/H
6
机器最大运行速度
400
M/Min
7
轧辊合金轮直径
Φ106
mm
合金材质:超微硬质合金
8
合金轧辊正常寿命
3-5
年
9
压轮轧辊组数
1
组
10
适用压延线宽度
1.0 ~ 2.8mm
mm
精度:±0.02
11
适用压延线厚度
0.05 ~ 0.15mm
mm
精度:±0.005
12
最大扁线截面积
0.05 ~ 0.4
mm^2
13
压延比
≤5
/
压延比:扁线宽度与母线直径之比
14
适用原材料规格
Φ0.15~Φ0.8
mm
15
适用压延材质
铜包铝/铝线
16
平衡张力调节范围
0.1-1.5
Kgf
配重块调节方式
17
放料轴数
1
轴
放料轴数
18
放料盘外径
≤Φ400
mm
19
放料盘内孔
Φ55/Φ75
mm
20
放料盘长度
300-400
mm
21
收线方式
双轴自动换轴
/
具有到米数停机手动换轴功能
22
收线盘规格
P5-斜
/
23
压轮自动位移功能
0.02-2
mm/min
24
压轮研磨周期管理
报警提示研磨压轮
压轮位移1遍/次
机器其他实用功能特点介绍
3.1、过渡导轮:一般采用优质铝合金材料、导槽表面喷陶瓷抛光加工处理,以达到具备高灵活性与高耐磨性的要求。
3.2、压轮轧滚冷却方式:采用旋转接头供水方式、内部实现循环供水冷却实现合金压轮冷却。
3.3、拉线便利化操作功能:采用人性化设计方案,利用脚踏开关与手动穿线相结合的方式实现方便穿线。操作者可以方便地点动脚踏开关,使机器低速运转(约为15m/min)来穿线。
3.4、压轮轧辊压线位置采用一体式自动移动方式,为了确保压扁导体表面品质、减少压辊的维修次数、增加压辊的使用寿命等目的,在轧辊压线过程中,压轮需要根据所压线宽尺寸及压线线速度不同而设定合金轮移动位置的速度,为了保证连续压延出的扁线品质均匀一致,采用自动方式整体匀速移动轧辊机构的方式,实现线材的中心位置不变。
3.5、测径仪配置通讯型高精度激光测径仪,扁线宽度有超差报警功能及超差停机功能,并把超差值显示在触摸屏上;在线实时检测数据同时存储在系统中并可通过USB接口下载到U盘里;最新的检测数据最大存储量为5M,系统仅保持最新的5M数据,旧数据会被系统自动逐条一一覆盖。
3.6、平衡杆抬起时可以设定联动拉线功能,方便用户拉线作业。
3.7、附设备电器原理图、接线图、机械图纸(仅限部分易损件图纸)、操作说明书及使用注意事项。
3.8、本机器无特别易损配件需随机配置的,合金压轮客户需要备用的话需在合同中另行约定订购。
3.9、本机器售后服务负责给客户工艺员、操作工、维修工,对该设备的正确操作等进行培训。
3.10、机器外观颜色客户无特点要求则按我司标准配色(主流AL9003灰白色+兆辰9104A深灰色)执行。



