- 网站首页
- 关于横野

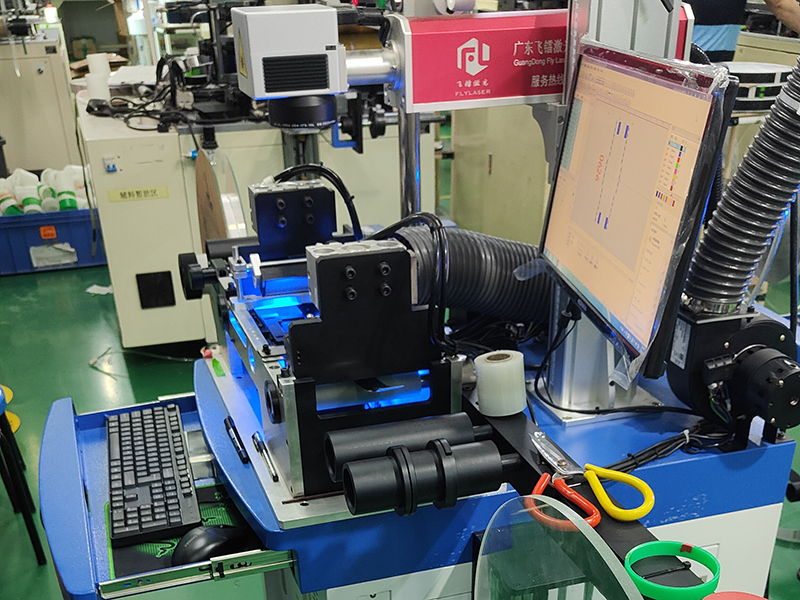
LSJ2-FFC线身铝箔CCD镭射机
详情说明结构图如下图所示
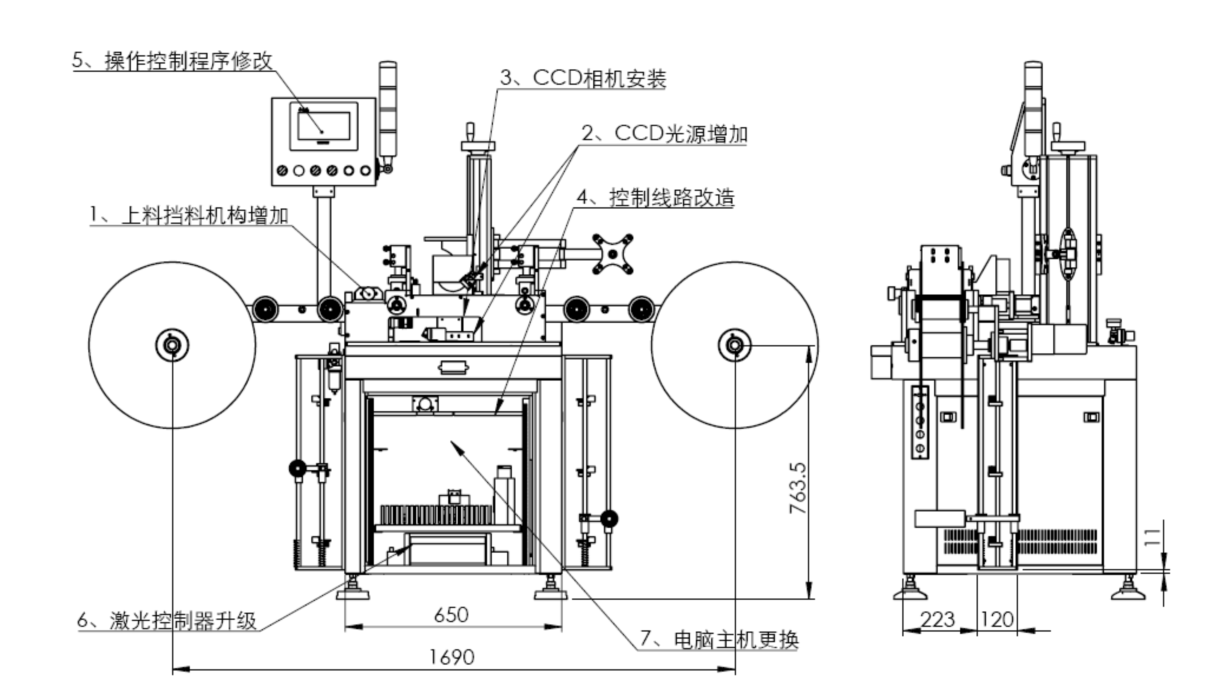
结构特点说明
2.1、收放料缓冲机构:采用调速电磁制动电机为动力源,通过上下限位接近传感器来保证平衡过渡轮始终处于中位置,从而保证在收放料过程中产品始终处于恒张力状态,提高镭射精度与质量。
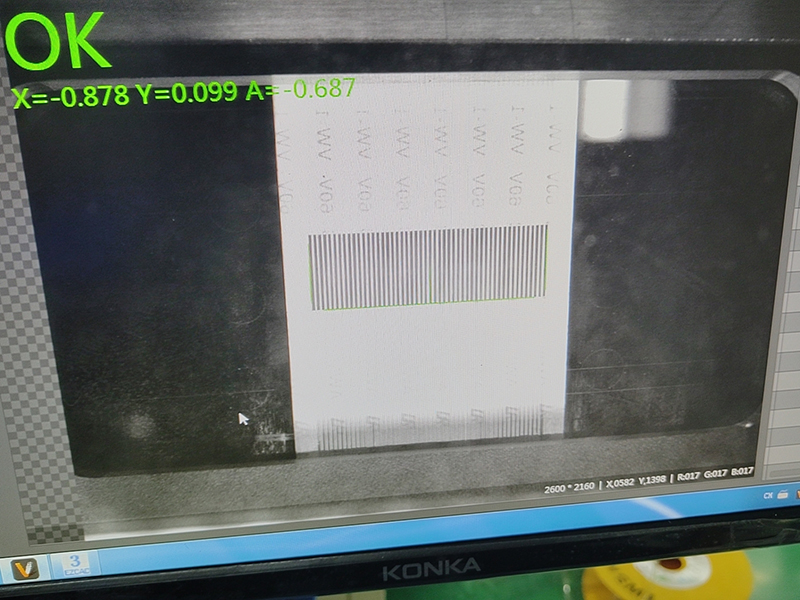
2.2、纠偏控制机构:旋转纠偏平台左边为伺服驱动的线性模组并且支撑点可以旋转,右边为伺服驱动线性模组并且支撑点具有X方向的自由度。通过前后纠偏机构识别特征边,旋转纠偏平台进行微动,保证识别的两个特征边所连起来特征线倾斜角度在绝对坐标系下保证为0。此外通过视觉识别机构识别产品的MARK点,控制伺服电机驱动的前后送料压轮机构,保证产品前后镭射位置绝对精确。
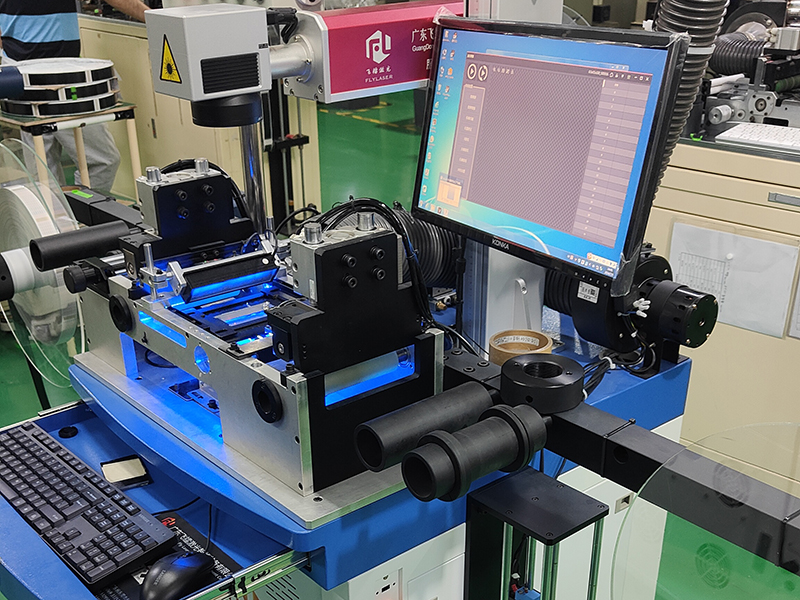
2.3、吸风平台:纠偏控制机构开始运行前,吸风平台会产生强大的吸力,使产品牢牢的吸附在平台上,提高纠偏感应与视觉识别的精度,保证镭射的质量。
2.4、生产工艺说明:FFC产品整卷安装在放料轴盘上,进线部设有调整线宽机构;调整感应器到线口下方正中位置;设定线身到线口尺寸、生产数量、CCD特征模板设定、激光镭射内容图案及功率参数调试效果验证OK;开机自动运行时产品送料到CCD上方、CCD测量制定特征的坐标偏差、并把数值传给激光机进行XY位置修正并激光镭射加工;激光完成单个产品加工后继续下一个产品的加工;成品收卷到收料轴盘中自动收卷。
机器性能参数如下
NO
项 目
规 格 参 数
单 位
备 注
1
设备型号
LSJ2-00-00
/
2
机器外形尺寸
L2340xW800xH1400
mm
3
机器重量
800
Kg
4
额定总功率
6
Kw
电源: 220V
5
正常运行能耗
2
Kw/H
6
二氧化碳镭射功率
30
W
7
镭射加工能力
20—25
mm*mm/s
镭射加工能力
8
镭射加工定位精度
±0.05
mm
9
牵引速度
1—5
M/Min
细节图